
- 河北伟业波纹管
图文了解下风机专用非金属膨胀节的蒙皮究竟是怎么换新的?
风机进出口用到的非金属膨胀节也叫风机膨胀节,一般分为圆形非金属补偿器和矩形非金属膨胀节。 非金属蒙皮更换前提是要了解一下非金属膨胀节的结构和蒙皮组成,蒙皮更换详细步骤见下文。
一、 非金属膨胀节框架焊接要领
非金属膨胀节框架在焊接时不同于金属波纹补偿器——是一种挠性、薄壁、有横向波纹的具有伸缩功能的元件,它由金属波纹管与构件构成。垂直焊装配间隙和焊前准备与全位置焊接基本一致。 非金属膨胀节框架的垂直 焊焊缝全部处于横焊位置,在断弧前回焊5mm,将熔渣吹出,若铁水与熔渣分不清,焊接电流应加大,电流为110~120A,焊条与工件的夹角保持为20°,非金属补偿器焊接中熔池控制为斜椭圆形状,熔池大小要均匀,每次熄弧停顿时应基本一致,换焊条速度要快,收尾时压低电弧,在距尾相接4mm处时,将焊条向前略顶一下,连续施焊盖过3~5mm,然后将焊条控制在坡口下侧熄弧。
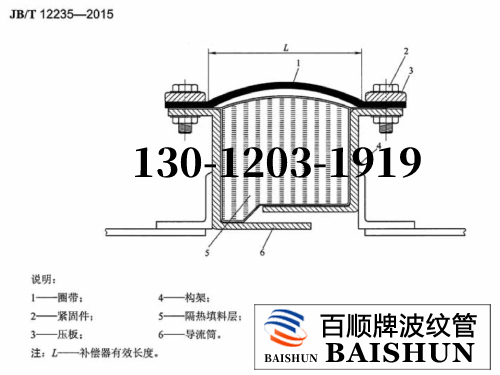
二、非金属膨胀节结构示意图
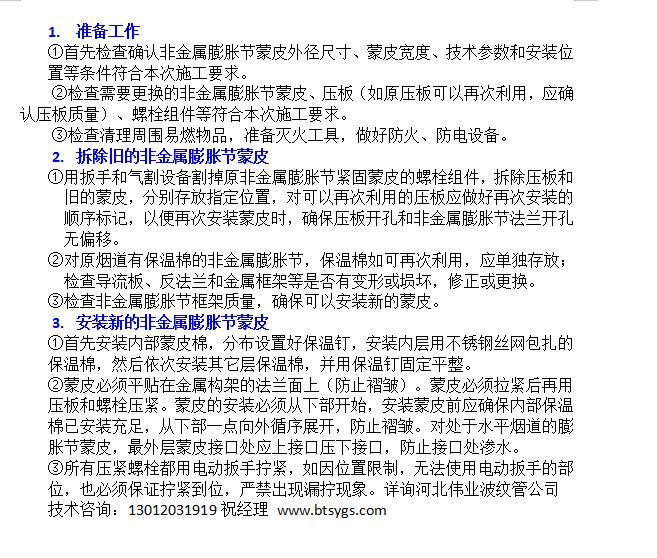
三、非金属蒙皮粘接步骤见下图。
四、厂家 提醒风机膨胀节安装注意事项
1.
非金属膨胀节在安装时应使非金属膨胀节上的流向标记方向与管道内介质流动方向一致。
2.
防止重物冲击或金属锐角刺破伸缩圈带,现场安装施工应对非金属圈带进行保护,防止焊接飞溅物损伤圈带。
3.
非金属膨胀节的两个固定点之间只能安装一个非金属膨胀节
五、相关参考文件
1.
如何修补损坏的非金属补偿器中柔性圈带
河北伟业 2014(C)版权所有
技术支持:中科四方